安川弧焊机器人焊接混合气节约方案
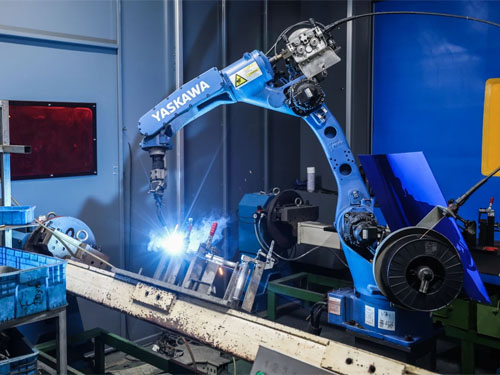
安川弧焊机器人适配市面上绝大多数气保焊加工场景,设备电弧响应速度快,焊枪摆动轨迹运行平稳,在五金构件、机械配件、钣金箱体等批量焊接产线中应用广泛。车间普遍采用混合气作为保护介质,依托稳定气幕隔绝空气,规避焊缝气孔、氧化发黑等常见缺陷,保障焊接成品外观与内部质量达标。传统固定开度供气方式无法匹配机器人实时焊接变化,生产过程中无用气体排放始终无法管控,WGFACS节气装置可以贴合安川机器人焊接工况,针对性优化供气逻辑,解决自动化弧焊生产中长期存在的用气浪费问题,节气率达40%-60%。
日常车间运维开展设备维修时,总能发现恒定供气带来的工艺和耗材双重问题,这类问题隐蔽性较强,短时间生产运行很难被察觉。现场操作人员为了统一适配全部焊接工件,会按照最大焊接需求设定固定供气流量,参数一经调好便长期不改动。机器人焊接工况时刻发生变化,统一不变的气量无法贴合实时熔池防护需求,要么气量不足影响焊接质量,要么气量过剩造成无端消耗,两种情况都会影响车间正常焊接生产。
完整自动化焊接流程包含起弧施焊、连续摆动焊接、收弧冷却、点位移动四个阶段,各个阶段用气需求有着清晰区别。起弧瞬间需要足量气体快速清空焊枪喷嘴内部残留空气,避免焊缝起始位置出现焊接缺陷;连续摆动焊接需要平稳气量包裹动态变化的熔池;收弧之后只需少量气体维持短时防护;机器人移动换点全程无电弧产生,完全不需要保护气体持续输出。固定供气不分工况统一出气,是混合气浪费最主要的诱因。
WGFACS节气装置可以无损对接安川全系弧焊机器人,无需改动机器人控制柜内部线路,无需修改已经定型的焊接程序和摆动参数,不会干预机器人原有电弧补偿、轨迹运行等核心功能。装置采用无源感应采集模式,直接采集焊接回路实时电流信号,全程不破坏原有电气线路结构,安装接入后不会改变原有焊接工艺参数,焊接熔深、飞溅量、焊缝成型效果均可保持原有标准。
装置以实时焊接电流为调控依据,全自动动态调节输出气量,全程无需人工值守调节阀门,实现焊接供气按需供给,电流大则多,电流小则少。机器人大电流焊接时,自动提升出气流量,适配摆动过程中扩大的熔池范围,形成完整均匀的防护气幕,彻底消除焊枪摆动带来的防护盲区。机器人小电流精细焊接时,自动平缓降低气流大小,在保证焊接防护达标的前提下,减少多余气体向外逸散。
针对安川机器人原厂固定时长的预送气与滞后收弧供气,装置重新优化时序逻辑,适配自动化连续焊接节拍。原厂设备预送气和收弧延时时长固定,无论焊缝长短都会执行统一供气时长,短焊缝焊接场景下无效耗气占比极高。装置可根据单次焊接时长自适应调整前后供气时长,压缩多余延时供气时长,减少每一道焊缝起止阶段的气体损耗。
设备现场安装便捷,适配产线不停线改造需求,简单的线路和气路对接维修即可完成整机调试。设备直接串联在机器人分支气路当中,无需拆卸焊枪、送丝机等焊接配件,无需重新铺设车间供气主管路。利用车间日常工件换型或者设备保养空档即可完成全部安装调试,操作人员无需改变原有示教和操作习惯,设备接入后自动进入自适应供气运行模式。
长期现场运行数据能够直观体现设备运行优势,加装节气装置之后,机器人焊接混合气消耗量稳步下降,需要频繁摆动焊枪、短焊缝居多的工位降耗效果更加突出。焊缝氧化缺陷、表面飞溅、内部气孔发生率明显降低,工件一次焊接合格率有所提升,焊缝后续打磨清理工作量有效减少,整体焊接生产效率不受任何影响。
设备适配焊接车间多烟尘、设备持续震动、昼夜温差较大的恶劣生产环境,整机采用全密封防尘结构,避免焊接烟尘进入阀体内部造成阀芯卡顿。设备内部无高频运动磨损部件,运行稳定性高,日常运维压力小,日常点检只需清理阀体表面附着烟尘,检查气路接头密封状态即可,无需频繁拆机开展深度维修。自动化弧焊焊接用气精细化管控已是车间降本刚需,WGFACS节气装置贴合安川机器人焊接运行特性,匹配弧焊动态焊接工况,在不降低焊接品质的前提下,削减全流程无效用气,助力焊接车间实现精益化生产管控。

脑启社区是一个专注类脑智能领域的开发者社区。欢迎加入社区,共建类脑智能生态。社区为开发者提供了丰富的开源类脑工具软件、类脑算法模型及数据集、类脑知识库、类脑技术培训课程以及类脑应用案例等资源。
更多推荐
 3
3 0
0- 0



 已为社区贡献6条内容
已为社区贡献6条内容

所有评论(0)